CH61200L CNC центар за вртење со C оска
Кратка инструкција
Оваа машина е поврзана со оската C, напојување на оската X и Z, три оски може да се поврзуваат и да се движат заедно со повеќефункционална и висока ефикасност на сечење.
Споен со SIEMENS 828D CNC систем.
Два запчаници со брзина на вретеното и нескалила брзина во запчаниците, хидраулично менување брзини, конзистентно намалување на брзината на линијата.Главниот мотор на вретеното е серво мотор SIEMENS 37KW AC, намалете ја брзината и зголемете го вртежниот момент со брзини, брзината на вретеното е 5-200 вртежи во минута.
Оската C е индексирана со високопрецизен AC серво мотор и хидраулично автоматско заклучување и користење на кружна решетка за откривање на вистинската положба;Оската X прифаќа SIEMENS AC со серво мотор и пар со топчести завртки со висока прецизност за да се реализира странично движење, оската Z го усвојува погонот на серво моторот SIEMENS AC со висока прецизност за да се движи надолжно, и двете оски X, Z се опремени со решетка за откривање на вистинската положба. контрола на затворена јамка, со добра точност на позиционирање и прецизност на повторување на позиционирањето
употреба на машината
Ова е машина за сечење со висока ефикасност, погодна за сечење леано железо, челик и обработка на обоени метали со алат за челик со голема брзина и тврда легура.Тоа може да биде вртење надворешен круг, крајна страна, жлеб за сечење, отсекување, сечење внатрешна дупка, клуч за глодање, спирален жлеб за глодање, дупчење и тапкање.
Скица на карта на работното парче:
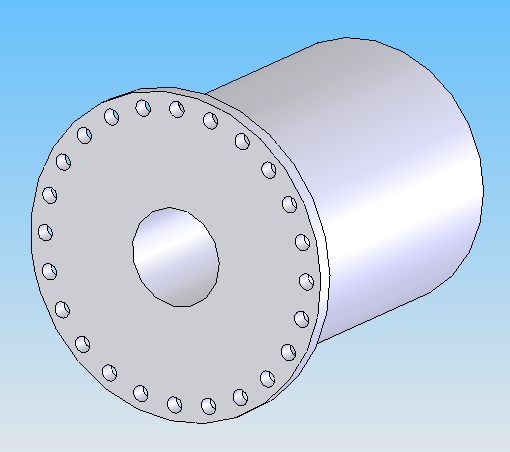

Клуче за глодање

Навој за глодање со променлив чекор
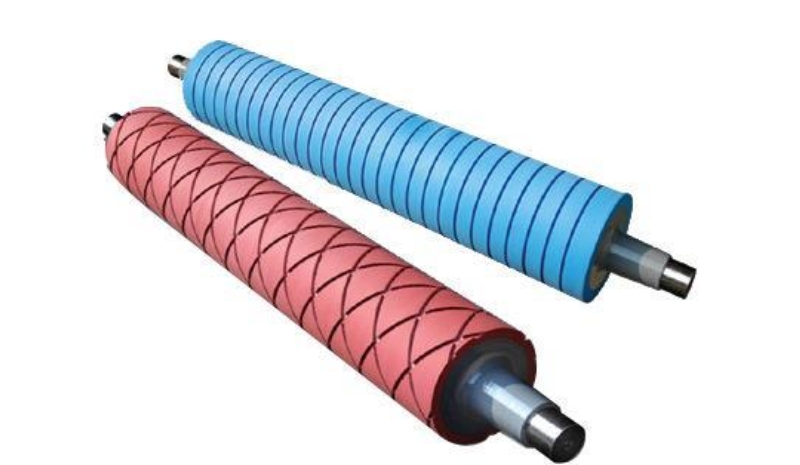
Спирален жлеб за глодање, шема на скала
параметар и капацитет
| Ширина на водич | 1100 мм |
| Макс.дијаметар на замав над креветот | φ2040mm |
| Макс.дијаметар на замавнување над столбот на алатот | φ1500mm |
| Макс.должина на работното парче | 12000 мм |
| Макс.Тежината на работното парче помеѓу центарот | 10 Т |
| главен пренос | |
| Предно лежиште на вретеното | φ220mm |
| Опсег на брзина на вретеното | 5-200 r/min |
| Дијаметар на дупката на вретеното | φ130mm |
| Предна конусна дупка на вретеното | метрички бр.140 |
| Моќност на главниот мотор, серво мотор | 37 KW |
| Спец.на крајот на вретеното | 1:30 часот |
| пренос на храна | |
| Патување на оската X | 85 мм |
| z патување на оската | 11800 мм |
| x оска брза брзина на патување | 4м/мин |
| z оската брза брзина на патување | 4м/мин |
| Вртежен момент на серво моторот од x оската | 27 Nm |
| Вртежен момент на серво моторот од оската z | 36 Nm |
| Хоризонтална моќна бедем со 8 позиции | 0.5.473.532.8 |
| Големина на делот на стеблото на алатот | 32ммх32мм |
| Тајлсток | |
| Дијаметар на перница на опашката | φ260mm |
| Патување со перка | 300 мм |
| Конусна дупка на перницата | метрички бр.80 |
| Помошник за постојан одмор (2 сета) | |
| Затворен постојан одмор | φ400-φ700mm |
| чак | |
| Чак со четири вилици | φ1600mm |
| C оска | |
| Макс.вртежен момент при стегана состојба | 3000 Nm |
| Точност на позиционирање на оската C | 36" |
| Повторете ја точноста на позиционирањето на оската C | 18 инчи |
Главна структура
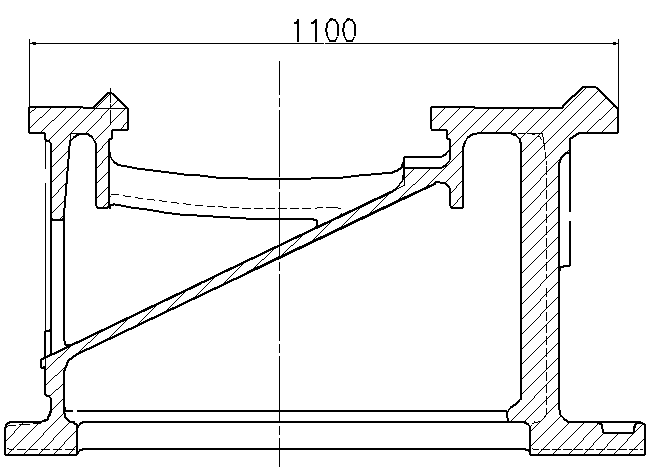
1) кревет
Креветот е кревет од типот на под со широчина од 1100мм и леење од песок од смола со висока јачина.Материјалот е HT300.Креветот ги има предностите на силна ригидност, голема носивост и добра стабилност
Водечкиот начин е една планина и една рамна структура, цврстината на водилката е над HRC52, дебелата длабочина на стврднување е корисна за да се меле.
Внатрешната празнина на телото на креветот е опремена со зајакнувачко ребро во форма на W, што во голема мера ја зајакнува цврстината на машинскиот кревет и ја намалува деформацијата поради носечката тежина.
По стареењето на леењето на креветот, може да го отстрани преостанатиот стрес во кастингот и да го намали ослободувањето на преостанатиот стрес при обработката и употребата на машината.
На задниот дел од креветот има закосени и заоблени дупки кои се користат за отстранување на чипови.Чипот, течноста за ладење, маслото за подмачкување и така натаму се отстрануваат директно во фиоката за чипови.Така, чистењето со чипови е погодно, а течноста за ладење може да се рециклира
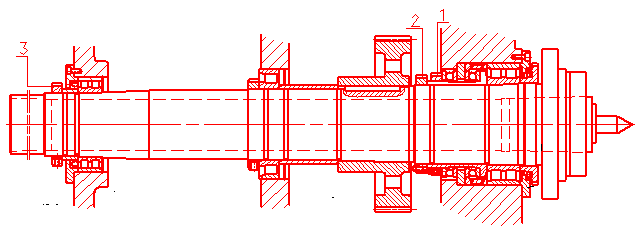
2) Главен материјал
Вретеното има потпора за три точки, со предниот крај како фиксен крај, средниот и задниот крај како патувачки крај, предните и задните краеви како главна потпора и средниот како помошна потпора.Аксијалното позиционирање е поставено на предниот крај на вретеното, така што вретеното се протега наназад откако ќе се загрее, со што се елиминира влијанието на термичкото продолжување на вретеното врз точноста на машинскиот алат.
Главниот погон на стругот е реализиран од мотор со вретено наизменична струја Siemens преку макара со ремен, запчаник и четиристепено хидраулично автоматско менување.Опсегот на постојан вртежен момент на вретеното е голем и може да се реализира константна линеарна брзина на сечење.Вретеното лежиште е посебно лежиште, со висока прецизност и силна ригидност.
Главата се подмачкува со силно масло, а запчаниците и лежиштата се подмачкуваат со специјална пумпа за масло.Предниот крај на вретеното ја прифаќа двојната заптивна структура на лавиринтот и отворот, што може ефикасно да го спречи истекувањето на маслото и странските предмети да влезат во главата.
3):пост за алат
Прифатете го германскиот SAUTER 8 позиционен хоризонтален бедем 0.5.473.532.8, овој бедем има функција за сечење надворешен круг, крајна страна и навој, како и глодање, дупчење и тапкање.Оваа бедем е управувана од серво мотор SIEMENS инсталиран на неа, и споена со следните додатоци.
| Сер.бр. | Име | Тип | Количина |
| 1 | Моќен бедем | 0.5.473.532.8 | 1 |
| 2 | Глава за сечење | 0.5.901.032/077790 | 1 |
| 3 | Држач за секач за струја од 0 степени | 0.5.921.106-117859 | 1 |
| 4 | Држач за секач за струја од 90 степени | 0.5.921.206-117866 | 1 |
| 5 | Држач за сечење со надворешен круг | B2-60X32X60-113908 | 2 |
| 6 | Држач за сечење внатрешен круг | E2-60X50-113961 | 2 |

4) Z и X оски:
Дијаметарот на топчестиот шраф од оската X е φ40x5, оската Z е управувана од багажникот и запчаникот, модулот за заби е m=5, а оската z прифаќа целосна контрола на затворена јамка со решетка за повратни информации од линијарот
5) Залиха од опашка
Тајлстокот се состои од горен и долен дел, а во горниот дел се инсталирани организација за прилагодување на централната линија на перницата и перницата.Патувањето на опашката се движи со мотор.Врвот на опашката може да ротира.
6) систем за подмачкување
Подмачкувањето на лежиштата во главата, запчаниците и лежиштето во главата и другите кутии се снабдува со специјална пумпа, подмачкување на лежиштата на топчестиот шраф и секоја точка за подмачкување на машината прифаќа периодично и концентрирано подмачкување, а времето на подмачкување е прилагодливо, така што ефикасно спречува трошење на маслото за подмачкување и може ефикасно да го подобри динамичниот одговор на машината и работниот век на водилката и топчестата завртка.
хидрауличен систем
Хидрауличниот систем се користи за автоматско менување на брзината на вретеното и принудна течност за ладење на запчаниците во главата, како и автоматско заклучување на оската C.
7) C оска
Оската C е управувана од серво мотор, може автоматски да се префрли на режимот на пренос на вретеното и оската C, задниот дел од вретеното е опремен со високопрецизна кружна решетка на оската C и механизам за амортизација на сопирачките.Со цел систем за мерење затворена јамка.
Точност на машината
| Завршете го сечењето на надворешниот круг | 0,005 мм |
| Конзистентност на обработка, на должина од 300 mm | 0,03 мм |
| Плошност на финишот рамно сечење, | |
| на дијаметар 300мм | 0,025 mm, конкавна |
| X оска | |
| точност на позиционирање | X≤0,03mm |
| повторете ја точноста на позиционирањето | X≤0,012mm |
| Оската Z | |
| Точност на позиционирање, на должина од 10000 mm | X≤0,13mm |
| Повторете ја точноста на позиционирањето | X≤0,05mm |
| C оска | |
| точност на позиционирање | 36” |
| повторете ја точноста на позиционирањето | 18” |